SOUDURE - CONTROLES NON DESTRUCTIFS
<= Notes sur les pratiques techniques
Il est nécessaire et de la plus haute importance de vérifier la santé des soudures sur des pièces de résistances. A cet effet de très nombreuses méthodes sont utilisées. Seuls sont habilités à conduire ces essais :
- Les soudeurs eux même, lorsqu’ils sont qualifiés selon la norme EN 287 et qu’il s’agit d’opérations directement liées à la procédure de soudage.
- Les opérateurs qualifiés par le COmité FRançais des Essais Non Destructifs (COFREND)
Si l’on constate des anomalies, on doit comparer leur nombre et leur taille aux tolérances des normes et suivant les cas effectuer une correction des soudures. Naturellement on doit aussi vérifier les réparations qui peuvent encore contenir des défauts
Il reste qu’il y aura toujours des anomalies dans un joint soudé
Classes de qualités des soudures (NF P22-471 et 474): la norme exige qu’une classe de qualité soit attribuée à tout assemblage soudé et qu’elle soit portée sur les plans d’exécution.
- Classe 1: niveau d’exigences très élevé en ce qui concerne le niveau d’acceptation des défauts; réservée aux assemblages dont la ruine aurait des conséquences économiques très graves et dont le niveau de sollicitation est très élevé
- Classe 2: adaptée aux assemblages principaux d’ouvrages courants dont la ruine met en jeu la stabilité d’ensemble
- Classe 3: peu contraignante, adaptée aux assemblages secondaires d’ouvrages courants
Contrôle avant soudage: analyse chimique du matériau, mise en évidence de zones d’impuretés dans les zones proches du joint, etc. le soudeurs doit aussi vérifier :
- S’il utilise les bonnes électrodes et emploi le bon métal d’apport
- La température
- La géométrie du chanfrein s’il existe
- Le réglage de la tension et de l’intensité du poste générateur
- La température et l’étendue du préchauffage
Contrôle pendant le soudage: il a surtout pour but de vérifier que les conditions d’exécution sont bien respectées, ainsi que les règles de l’art du soudage.
- Ne pas stocker les électrodes dans un milieu qui peut nuire à leur enrobage
- La température entre les passes de soudage
- La qualité de l’élimination du laitier
- Différents contrôles visuels
Contrôle après le soudage:
Contrôle destructif: utilisé surtout pour des productions en séries, donc assez peu pour nos métiers. Il consiste à prélever certaines pièces sur un lot de pièces soudées, sur lesquelles seront prélevées des éprouvettes qui seront testées:
- Macrographies
- Micrographies
- Essais de dureté
- Essais de traction
- Essai de pliage
- Essais de résilience
- La pénétration de la soudure
- La liaison des bords
- Les défauts physiques du joint au droit de la cavité
Contrôle non destructifs: il permet de vérifier la qualité de la soudure sans en corrompre la qualité
-
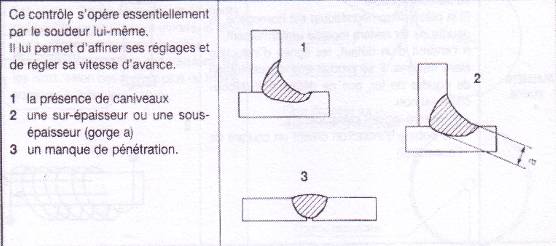
Contrôle visuel: présence d’éventuels caniveaux, surépaisseurs des soudures bout à bout, valeur de gorge des soudures d’angles, défauts de surface
-
Essai d’étanchéité: très utilisé en chaudronnerie
-
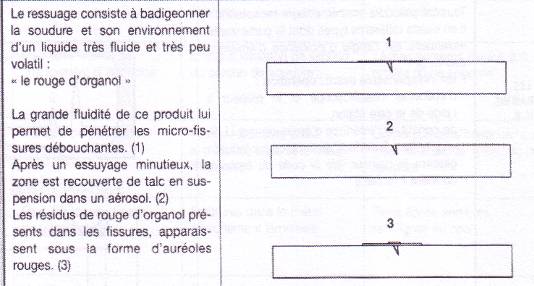
Ressuage: cette méthode permet de mettre en évidence les défauts débouchant en surface. La surface est nettoyée, puis enduite d’un produit pénétrant, et enfin parfaitement essuyée pour enlever l’excès de liquide. Une mince couche de talc est répandue sur la surface à contrôler laissant apparaître des traces rouges au droit des défauts.
-
Fluorescence: même principe que pour la méthode de ressuage; toutefois la composition du liquide est différente. Le talc est remplacé par un renforçateur. La surface éclairée par une lumière ultraviolette fait apparaître des traces jaunes sur fond très noir au droit des défauts.

-
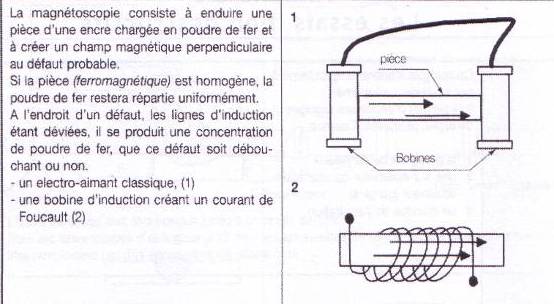
Contrôle magnétique (magnétoscopie): on crée un champs magnétique perpendiculaire au défaut probable. Si la pièce est homogène et que sa perméabilité magnétique est constante, une poudre magnétique déposée à sa surface va se répandre uniformément. Au contraire, à l’endroit d’un défaut, il y a apparition d’un flux de fuite mis en évidence par une concentration de poudre magnétique à cet endroit. Ce phénomène se produit que le défaut débouche ou non en surface.
-
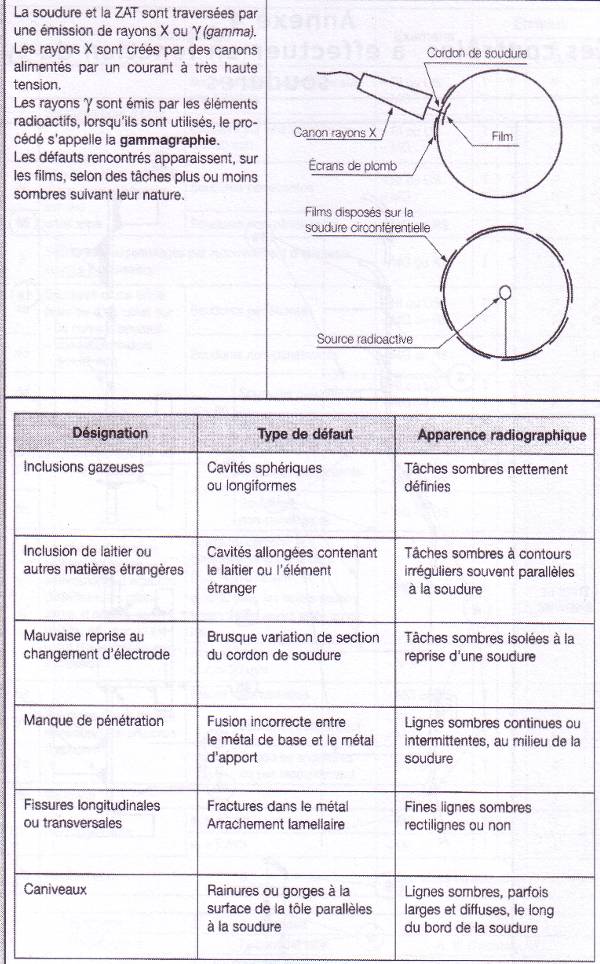
Contrôle radiographique: utilisé pour révéler les anomalies volumiques. La pièce à contrôler est soumise à un rayonnement X ou g. En plaçant un film derrière la pièce, celui-ci va être impressionné par les rayonnements traversant. Toutefois l’intensité de celui-ci va différer au droit des défauts. Cela se traduira par une tache plus sombre ou plus claire que la teinte générale du film. Cette technique demande un matériel lourd et présente des risques potentiels pour le personnel.
-
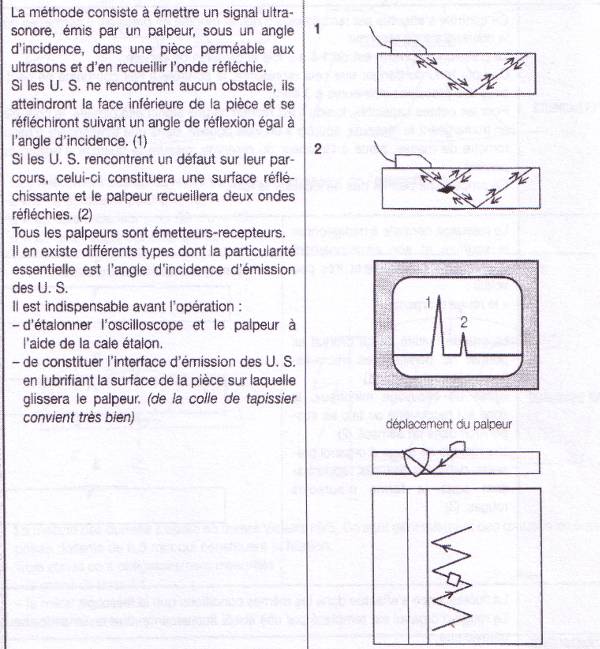
Contrôle par ultrasons: on émet des ultrasons sous un certain angle par rapport à la pièce, perméable aux ultrasons, et on recueille l’onde réfléchie. Si la pièce n’a aucun défaut les ultrasons vont se réfléchir à la face inférieure de cette dernière. Sinon ils vont se réfléchir sur le défaut en question et on recueillera deux ondes réfléchies: l’une sur le défaut, l’autre sur la face inférieure de la pièce. L’analyse de ces signaux permettra de situer les défauts. Cette technique permet de déceler les fissures et les défauts de collage.